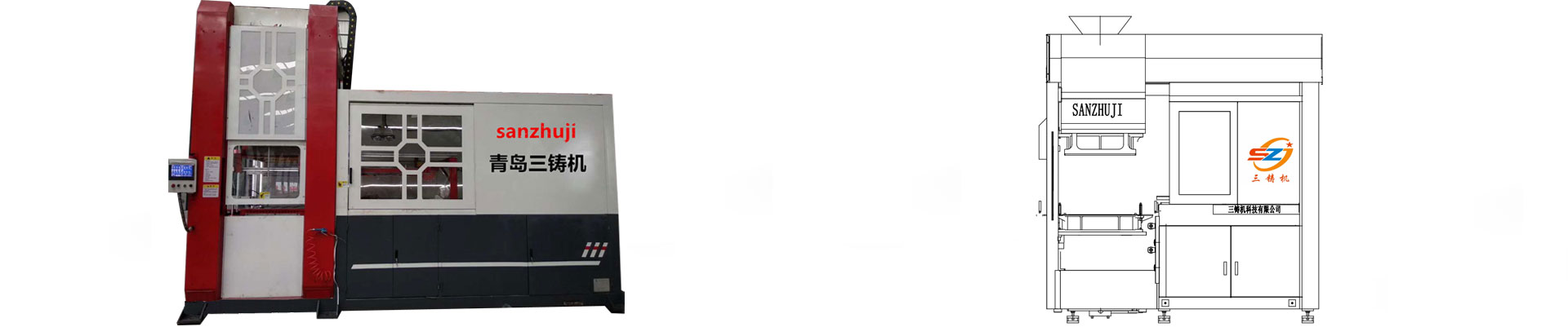

















Jolt-Squeezing Moulding Machines




Jolt-Squeezing Moulding Machines
Jolt-squeezing moulding machines, which can be used in automated green sand casting lines or individually, 40-60moulds/h, divided into cope and drag, so they need to be used in pairs, using air cushion type vibration compaction, flat plate compaction sand, sand hardness in HB80-90 on average.Product Introduction

Jolt squeeze moulding machine is also know as jolt squeeze molding machine or even as compaction table in some area. This squeeze molding machine is economic molding solution for manual and simply automatic green sand casting production.
The structure of the machine is optimized, and the fuselage adopts a square box basket structure, which greatly improves the rigidity of the fuselage. The machine adopts the micro-seismic compaction molding process, which can greatly increase the compaction strength so that the hardness of the sand box can reach above HB90, and the surface roughness is increased by one level to stabilize the product quality. The shock part of the machine is equipped with a buffer spring, which effectively reduces the impact of the machine on the base. The machine mold mechanism adopts air cylinder, crank, connecting rod, and synchronous shaft to realize synchronous ejection. The control part of this machine adopts pneumatic components to realize the overall function, simple operation and convenient maintenance. The machine is easy to operate, can see the sand mold situation, and the operating procedure can be humanized, which effectively improves productivity.
Micro-seismic compaction molding machine The structure of the machine is optimized. The body adopts a square box basket structure, which greatly improves the rigidity of the body. The machine adopts the micro-seismic compaction molding process, which can greatly improve the compaction strength so that the hardness of the sand box can reach above HB85, and the surface roughness is increased by one level to stabilize the product quality. The shock part of the machine adopts air cushion micro shock to effectively reduce the influence of the machine on the foundation. The south ejection mechanism uses cylinders, cranks, connecting rods, and synchronous shafts to achieve synchronous ejection. The control part of the machine adopts pneumatic components to realize the overall function, simple operation and convenient maintenance. The machine is easy to operate, can visualize the sand mold situation, and the operating procedure can be humanized, which effectively improves productivity.
Although many sophisticated moulding machines are used in moulding process in green sand casting. Jolt squeeze moulding machine is still very popular for below advantages:
1. Cost saving moulding machine for green sand casting. Jolt squeeze molding machine can be used for manual casting and semi-automatic casting line. Cost is just 1/10 of flaskless moulding machine.
2. Bigger moulds size. It is better to use jolt and squeeze machine for moulds > 700x600mm and height >250mm.
3. Uniform and rigid moulds achieved by high frequency, low amplitude jolting with high dynamic squeeze force for uniform.
4. Maintenance and operator friendly with Heavy duty lifting cylinder, Reliable pneumatic parts, and Panel mounted push button.
The jolt-squeezing moulding machines are composed of body, working table, mould starting mechanism, shock compacting mechanism, swivel arm pressing head part and pneumatic piping system, etc.
1. The body is a solid hollow frame workpiece, the upper part of which supports the arm pressure head part, when compacting, the arm hooks the body so that the pressure force is borne by the body, the body and the shock mechanism are connected together with bolts, the arm pressure head part, the pressure head is fixed on the swing arm which can be turned back, the pressure head has a screw elevator which can be adjusted to the distance from the pressure head to the sand box according to the height of the sand box.
2. The working table is made of ductile iron, cast and shaped, which is used according to the size of the sand box.
3. The rotating arm is controlled by a hand-pull valve to control the piston of the cylinder to move back and forth to realize the movement of the positive arm and the rotating arm.
4. The mould starting structure consists of two mould starting cylinders, connecting rod, balance shaft, mould starting table and mould starting rod, etc. When the mould starting cylinder starts, it drives the connecting rod, balance shaft and mould starting table to make the four top rods lift the sand box and start the mould at the same time.
5. Shock compaction structure. Adopt spring micro-vibration pneumatic compaction structure, compaction shock to increase the vibration. The clamping cylinder locks the compaction cylinder when the mold is started, and the clamping cylinder is released when the mold is dropped.
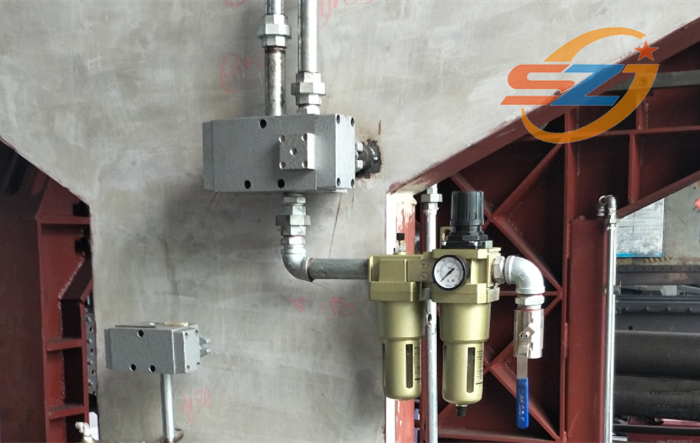
6. Pneumatic piping system: the input compressed air, through the air filter to remove the water and impurities in the compressed air, and then through the oil mist injected lubricant, supply each pneumatic components and institutions, the machine action by the hand-pull valve console to achieve.
7. Air supply and lubrication. Machine is by the air source for energy and oil to do lubrication to achieve the work. The size of the inlet pressure and the size of the oil volume are adjusted by the pressure reducing valve and oil regulating valve. The air source through the oil fogger according to the principle of siphon will be sucked into the pipeline, fog into the pipeline system for lubrication